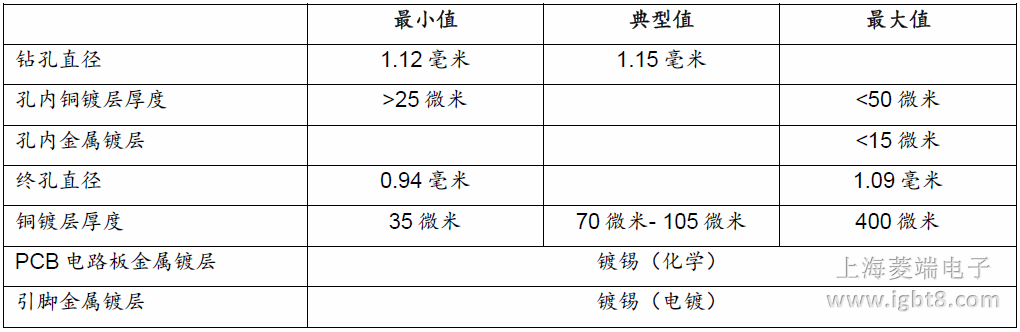
60352-5 标准规定的1 毫米。考虑到钻孔直径、铜镀层厚度和镀锡层厚度,终孔直径一般在1.02 毫米到
1.09 毫米之间。
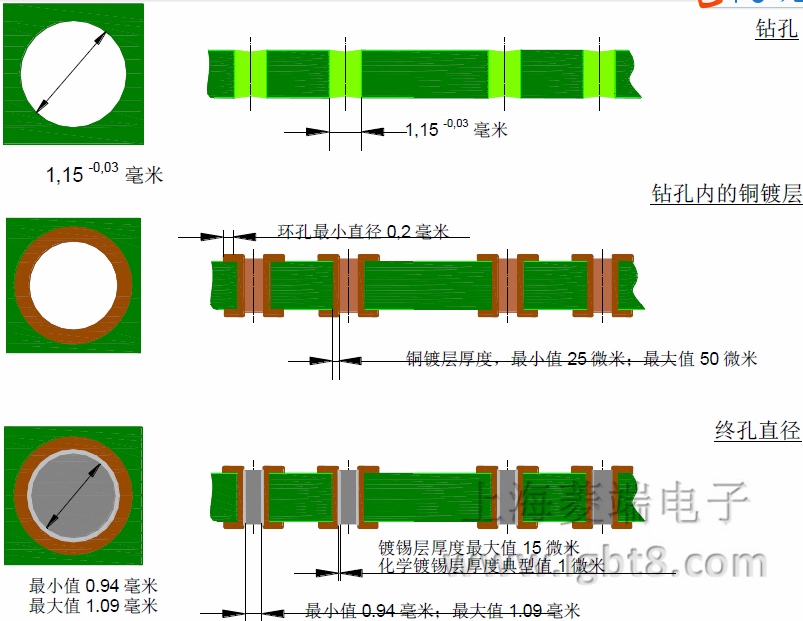
图 4 印刷电路板的结构
PressFIT技术经检验,符合FR4印刷电路板材料的质量要求。在印刷电路板上执行完毕回流焊接工艺之后,仍可将模块压入电路板中。PressFIT引脚的触点压力和保持力并未减弱。
同Easy和Econo PressFIT模块一样,每个引脚中部与PCB电路板上的其他元件之间的距离必须达到5毫米。利用用户开发的按压工具,在将元件放置到PCB电路板上时,也必须考虑到这个尺寸要求。
PressFIT模块最多可以更换两次。这家意味着印刷电路板总共可以重复使用三次。在这种情况下,正确处理元件至关重要。
已经被压入,然后又被压出的模块,不能再次被压入。然而,可将该模块焊接到新的PCB电路板上。PressFIT引脚塑性变形,不允许再次压入。
2.2.2 压入过程
通过压入,将PressFIT模块插入印刷电路板中。既可以采用简单的曲柄压机,也可以采用专门的机器,执行压入。建议采用可记录力度值和移动距离的压入工具,因为这能确保恒定的质量。这样做可以确保质量始终如一。依照IEC 60352-5标准,压入速度应在25毫米/分钟到50毫米/分钟之间。
请注意,在压入过程中,印刷电路板的放置区与压板的压力区必须相互平行。应当采用机械方法,将压板固定就位。应当通过等速运动,将模块压入印刷电路板中。
压入过程中,模块引脚应当插入印刷电路板,直至模块外壳的承力面接触到PCB电路板。
为了在压入过程结束时限制力度,可以在压入工具的上半部加装弹簧。可以根据引脚数量和相应的最小压入力度,调节压入工具的弹簧加载力度。有时候可能不需要弹簧,特别是当压入力度受到控制和限制时。
下面的演示图所示为在英飞凌科技股份公司的实验室中执行的将EconoDUAL™ 3模块压入电路板的过程。
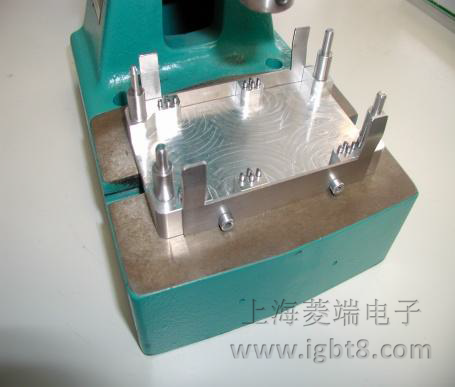
步骤1:
对齐压机,以确保该工具的上下两个部分相互垂直。
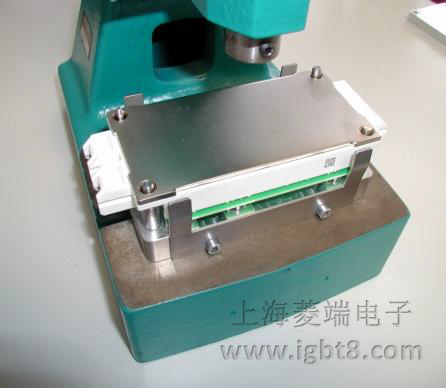
步骤2:
将PCB电路板和模块放入工具。可利用工具导板进行定位。
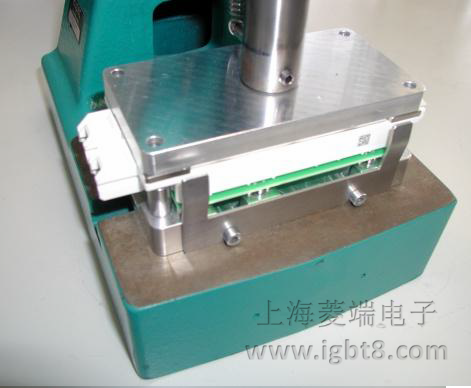
步骤3:通过将工具的上半部向下移动,将 模块的PressFIT引脚压入PCB电路板中。
图5 EconoDUAL™3模块压入过程示例
2.2.3 压入工具
英飞凌专为EconoDUAL™3 模块开发了一个示范压入工具。图6 所示即为该压入工具。可通过英飞凌的正常渠道,索取该工具的图纸。用户必须测试并检验该工具是否适用于特定安装过程和应用。
针对特定PCB 电路板调节该工具或开发新工具时,必须考虑到位置接近工具承力面的PCB 电路板元
件,以防压入过程损坏这些元件。
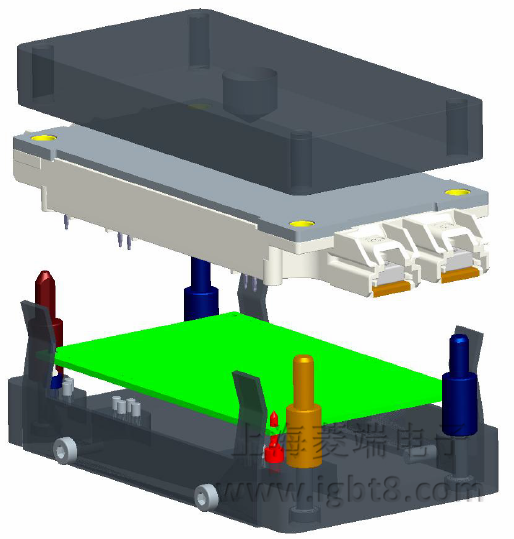
图6: 适用于EconoDUAL™ 3 模块的压入工具范例
2.2.4 压入力度
要将模块压入印刷电路板,必须对模块的每个引脚施以约70N到90N之间的力。压入力度取决于PCB板孔直径。由于EconoDUAL™ 3模块具备7(9)个PressFIT引脚,因此,典型的最小压入力度为0.6kN左右。
表2: 典型压入力度
2.2.5 额外加固印刷电路板
压入过程结束后,建议采用机械方法,消除模块与印刷电路板之间的应力(如第2.1.1节所述)。
服务热线:021-58979561
业务咨询qq:447495955
业务咨询qq:1852433657
业务咨询qq:513845646
技术支持qq:313548578
技术交流群:376450741
业务咨询: 
业务咨询:
业务咨询:
技术支持:
媒体合作: